

I discussed everything you need to know about TIG welding in this article. Consider this your ultimate guide to TIG welding.
As an experienced welder, I understand the need to get all the information you need about a particular means of welding.
That is why I have conducted comprehensive research on the topic —coupled with my years of TIG welding experience.
I have carried out many TIG welding tasks.
So I understand the characteristics of this type of welding.
Mastering TIG welding is not the cheapest or most straightforward technique, but the benefits are spectacular; This is why you need this guide.
You can use TIG welding to repair damaged welding joints. It combines corners, round metals, curves, and so on.
In this article, I will discuss the following:
- Meaning of TIG (GTAW) Welding
- Process of TIG Welding
- TIG (GTAW) Shielding Gases & Guidelines For TIG Welding
- Advantages and Disadvantages of TIG Welding
- Safety Precautions
This article is for you if you want a thorough TIG welding guide or want to learn the best techniques.
Let’s begin!
What is TIG (GTAW) Welding?

According to the American Welding Society (AWS), TIG Welding is an arc welding technique that uses an arc between a tungsten electrode (non-consumable) and the weld pool.
TIG welding is performed with shielding gas and without applying pressure.
GTAW (Gas Tungsten Arc Welding) is also known as TIG welding.
Tungsten has various kinds, and each one has its distinctive features and drawbacks:
- Zirconiated 0.8% (White-tipped)
- Ceriated 2% (Grey-tipped)
- Thoriated 2% (Red-tipped)
- Lanthanated 1.5% (Gold-tipped)
- Rare Earth (Purple-tipped)
- Pure tungsten (Green-tipped)
Process of TIG Welding

You can use an electric arc between a non-consumable tungsten electrode and a welded object to create a strong weld during TIG welding.
You can also feed an inert gas blanket through a GTAW torch to shield:
- the heat-affected zone;
- the molten metal; and
- the tungsten electrode: from atmospheric contamination.
You can use inert gases (like Argon and Helium) to create arcs.
These gases do not chemically react or combine with other gases, and they don’t have any smell.
You may also use Hydrogen to increase speed in some cases.
TIG (GTAW) Welding Procedure
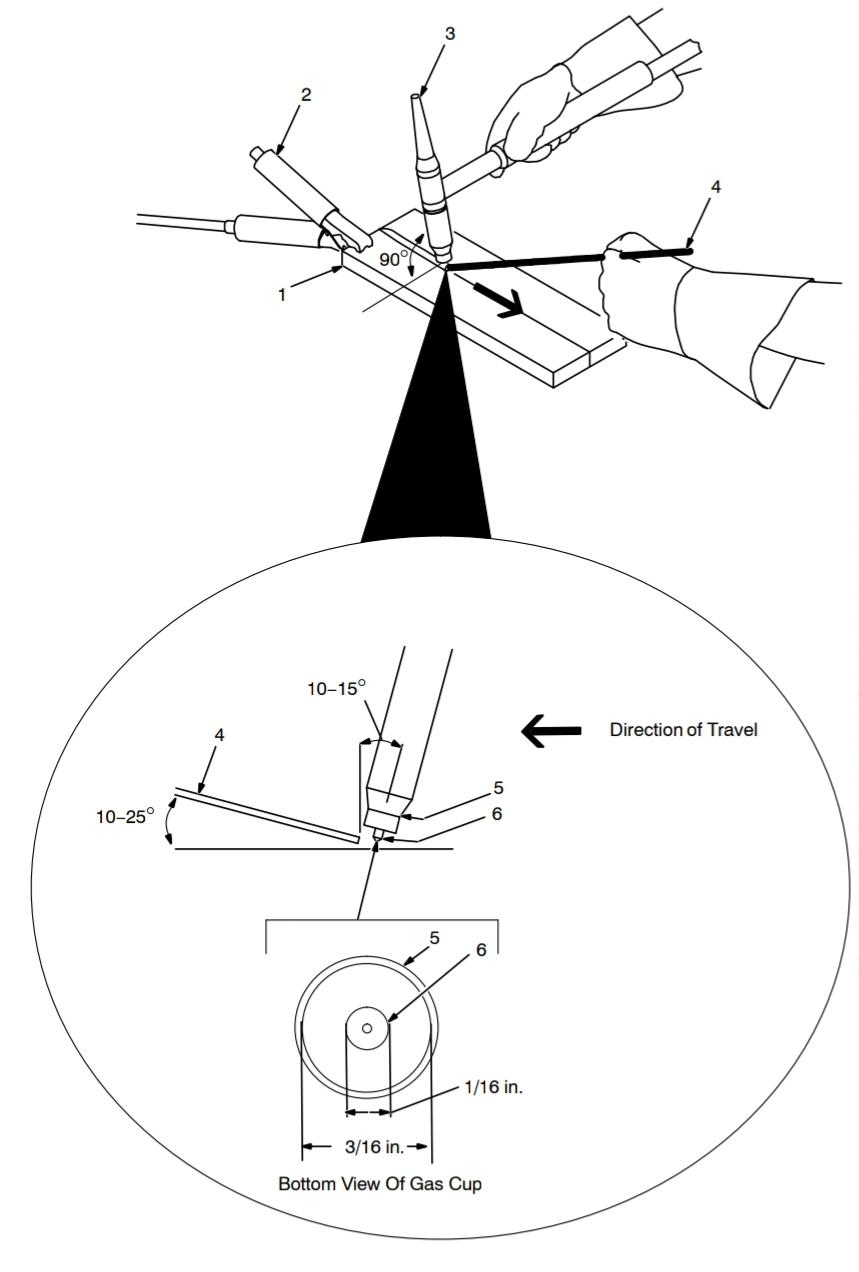
The gas cup should have an inner diameter of at least three times the tungsten size to provide adequate shielding gas coverage.
For instance, where the tungsten is 1/16 in diameter, the gas cup should be at least 3/16.
The tungsten extension is the extent the tungsten expands beyond the gas cup of a torch.
The arc length is the path traveled by the tungsten wire.
Choosing & Preparing A Tungsten For Dc Or Ac Welding
When possible, use DC welding output rather than AC welding.
Selecting Tungsten Electrode
Wearing clean gloves to prevent tungsten contamination is a good idea.
Tungsten electrode manufacturers do not all use the same colors to identify tungsten types.
Call the electrode manufacturer or reference the stock packaging to know the tungsten you are using.
The listed numbers below are guidelines based on American Welding Society (AWS) recommendations.
| Electrode Diameter | (DCEN) − ArgonUsed With Mild Or Stainless Steel | AC − ArgonUsed With Aluminum |
| .010 in. (.25 mm) | Up to 15 | Up to 15 |
| .020 in. (.50 mm) | 5-20 | 5-20 |
| .040 in. (1 mm) | 15-80 | 15-80 |
| 1/16 in. (1.6 mm) | 70-150 | 70-150 |
| 3/32 in. (2.4 mm) | 150-250 | 140-235 |
| 1/8 in. (3.2 mm) | 250-400 | 225-325 |
| 5/32 in. (4.0 mm) | 400-500 | 300-400 |
| 3/16 in (4.8 mm) | 500-750 | 400-500 |
Preparation Of Tungsten Electrode For DC Electrode Welding Or AC Welding Using Inverter Machines

1. Grinding Wheel: Before welding, grind the tungsten on a hard abrasive wheel to achieve a coarse finish.
It would help if you didn’t use it for other jobs because it can become contaminated and lower weld quality.
2. Tungsten Electrode: I recommend a 2% ceriated tungsten.
3. Standard Grind Angle: This ranges from 15° to 30°.
I recommend the 30 degrees electrode grind angle.
4. Straight Ground: It is preferable to grind in a lengthwise direction rather than in a radial direction.
TIG (GTAW) Waveforms and Arc Shaping Capabilities
Waveforms
1. AC Sine Wave

2. Weld Sample

3. Zero Crossover
The quality of the welding arc depends on the time spent in the Zero Crossover Area.
Arc Starting With Different Polarities.

4. Squarewave Imposed Over Sine Wave
You can expand a limited time in zero crossovers with squarewave output.
Arc Shaping Capabilities
1. Arc Starting With Different Polarities
| Electrode With A Positive Starting | Electrode With A Negative Starting |
| Preheats tungsten | Needed for Precision DC |
| Repeatable starting | Repeatable starting |
| Clears work on onsets | No clearing on onsets |
| Can harm tungsten tip | No harm to tungsten |
| Adequate for AC TIG | Reasonable for AC |
The enhanced arc shaping capabilities are because of:
- Improved balance control;
- AC frequency control; and
- independent amperage control.
2. Balance Control
More EP time, more cleaning.

More EN time, less cleaning.

3. AC Frequency Adjustment Control
Low AC frequency (soft, wide arc with shallow penetration).
High AC frequency (focused arc with deeper penetration).
4. Independent Amperage Control
Extra EP Amperage (broad, shallow penetration).
Extra EN Amperage (limited, intense penetration, quicker travel speeds).
5. Frequency Adjustment Control – 60 Hz
AC Waveform

Weld Sample

The bead doesn’t entirely penetrate the thick aluminum at 60 Hz. A lower AC frequency forms an arc cone.

6. Frequency Adjustment Control – 200 Hz
AC Waveform
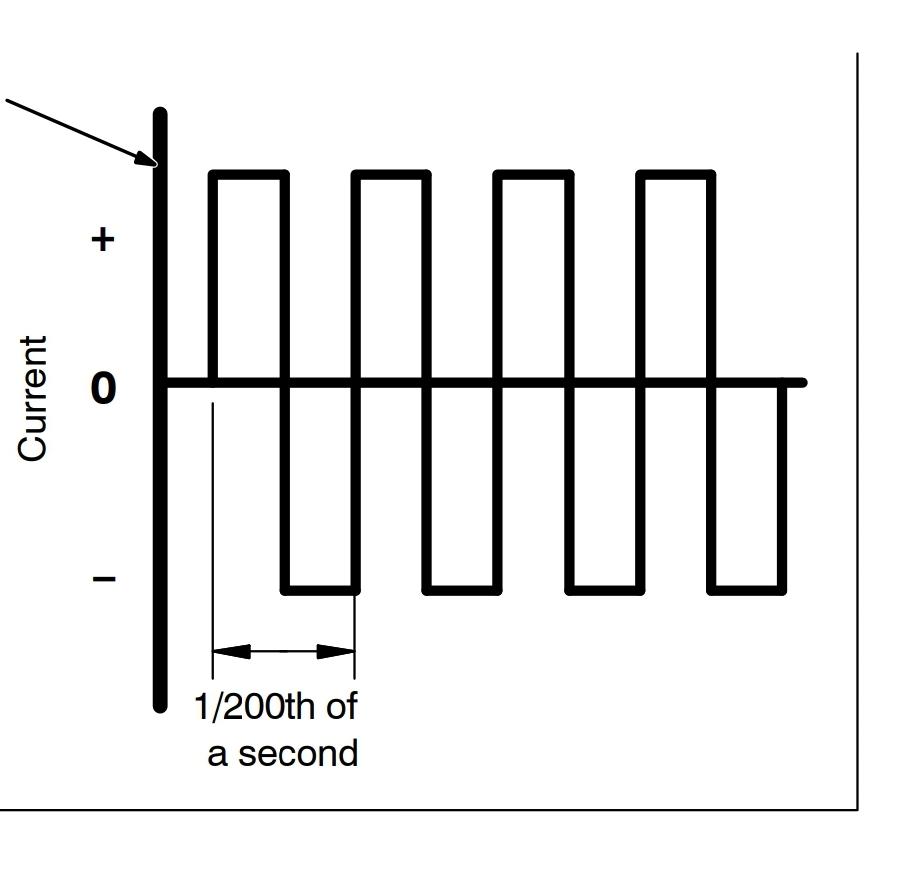
Weld Sample

The bead penetrates the thicker metal and is tighter at 200 Hz.
Narrower arc cone levels are created by increasing AC frequencies.

Filler Metals for TIG Welding
The key to suitable TIG welding is the filler rod —the metal you’ll supply to the weld pool.
It would be best if you matched your filler metal to your parent metal to weld dissimilar metals.
It’s a good idea to cut down these rods to a comfortable size because it’ll make feeding easier. 50cm or 1m lengths are usually the best, so don’t cut them down too much.
There are several different types of filler rods available:
Steel Metals
ER70S-2; This has satisfactory quality and is the most popular. ER70S-4 and ER70S-6 are also available.
Stainless Steel Metals
308L. You apply 308L mainly to austenitic stainless steel.
309L. You use 309L primarily for welding dissimilar metals.
316L (Marine Grade). I recommend this for water welding. Only weld 316L to the 316-grade parent metals
The ‘L’ in the metals’ name indicates the presence of extra low levels of carbon.
Aluminum Metals
4043. You can use 4043 for aluminum with 4000 to 6000 series. It contains silicon.
5356 (Marine Grade). You can use 5356 for aluminum with the 3000, 5000 & 6000 series. It contains magnesium.
You want the size of your filler metal to match the size of your workpiece.
Matching your metal size to the tungsten is a good rule of thumb.
TIG (GTAW) Shielding Gases & Guidelines For TIG Welding
Shielding Gases For TIG Welding
A shielding gas cylinder usually has a protective coating.

There are three major types of Shielding Gases for TIG Welding:
- Argon (Industry Standard)
- Helium
- Argon/Helium Mixtures
Here are their characteristics:
| Characteristics | Argon | Helium | Argon/Helium Mixes |
| Expense | Lower cost and greater availability | Higher cost than Argon | Costs higher than Argon |
| Flow Rate | Lower flow rates 10-30 CFH | Higher flow rates (2 times) | Higher flow rates than Argon |
| Arc Voltage | Lower arc voltages | Higher arc voltages | Arc voltages between 100% Argon and Helium |
| Arc Cone | Focused arc cone | Flared arc cone | Arc cone shape more focused than w/Helium |
| Arc Stability | Good arc stability | Less low amperage stability | Improved arc stability over 100% Helium |
| Arc Starting | Easier arc starting | Difficult arc starting | Improved arc starting over 100% Helium |
| Cleaning | Good cleaning action | Less cleaning action | Cleaning properties closer to Argon |
| Penetration | Reduced penetration | Increased penetration | Improved penetration over 100% Argon |
| Travel Speed | Reduced travel speeds | Faster travel speeds | Improved travel speeds by over 100% Argon |
Guidelines For TIG Welding
Touch the tungsten electrode to the workpiece at the weld start point to activate the output and shield gas from the:
- torch;
- foot control; or
- hand control.
Apply the electrode to the workpiece for 1-2 seconds, then slowly lift it.
Lifting an electrode creates an arc.


Don’t try to strike like a match!

Torch Movement During Welding
Tungsten With no Filler Metal:
- Form Pool

- Bend Torch

Move the torch before the Pool and repeat steps 2−3 —at a constant speed.

Tungsten With Filler Metal:
- Form Pool

- Bend Torch

- Add Filler Metal

- Remove Metal

Move the torch to the front of the Pool and repeat steps 3−5 —at a constant speed.

TIG Welding Techniques
- Butt Joint

Practice running beads of welded metal on flat plates using a complete electrode after learning to start and hold an arc.
With the electrode held nearly perpendicular to the work, tilting it forward (toward the direction of travel) will be helpful.
Hold a short arc, travel at a uniform speed, and feed the electrode downward at a constant rate to produce the best results.
Torch position for making a Butt Joint

- T-Joint

Hold the torch at 70 degrees to the work.
Hold a short arc, feed the electrode downward at a constant rate as it melts, and travel at a uniform speed to get the best results.
Torch position for making a T-Joint

- Lap Joint

Hold the torch at 70 degrees to the work.
Hold a short arc, feed the electrode downward at a constant rate as it melts, and travel at a uniform speed to get the best results.
Torch position for making a Lap Joint

- Corner Joint

Hold the torch at 70 degrees to the work.
Hold a short arc, feed the electrode downward at a constant rate as it melts, and travel at a uniform speed to get the best results.
Torch position for making a Corner Joint

Weld Test
- Vise
- Weld Joint
- Hammer

Strike the weld joint in the direction shown above.
A good weld bends, but it doesn’t break.
If the weld breaks, assess it to deduce the cause.
If the weld is permeable (many holes), the arc length is perhaps too long.
If the weld contains bits of slag, the arc may have been too long, or the electrode moving was incorrect and trapped in the weld: This may happen on a V-groove joint made in several layers and calls for more cleaning between layers.
If the original beveled surface is visible, the material’s melting is not complete, often caused by insufficient heat or fast travel speed.
Advantages and Disadvantages of TIG Welding
Advantages
There are lots of advantages associated with proper TIG welding.
These advantages are not restricted to aluminum only. But for all kinds of metal.
Some advantages are:
- You have more precise control.
- Assured movement of metal joints.
- Suitable for most metal types, except for the most difficult ones.
- Especially beneficial for reactive metals.
- It is safer to weld than any other method.
Disadvantages
Here are some notable disadvantages of TIG Welding:
- Increased initial cost.
- Welders are at risk of damaging their eyes because of the intensity of light they deal with when working.
- TIG welding requires highly skilled and professional workers.
- Because TIG is more time-consuming than any other welding process, it is slower and uses less filler.
Safety Precautions
Some Tig Welding Hazards And Principal Safety Standards
Keep yourself and others safe.
Please read and follow these necessary safety precautions and operating instructions:
1. Electric Shock
Electrical parts in contact with the skin can cause fatal shocks or severe burns.
The electrode and work circuit is electrically live whenever the output is on.
In semi-automatic or automatic wire welding, the wire, wire reel, drive roll housing, and all metal parts touching the welding wire are electrically live.
Inadequately installed or grounded equipment is a hazard.
- Don’t touch or handle live electrical parts.
- Ensure your insulating gloves and body armor are dry and free of holes.
- Don’t touch your work or the ground; use insulating mats or covers that are large enough to prevent any physical contact.
2. Fumes And Gases
Breathing the fumes and gases produced during welding can be hazardous to your health.
- Keep your head out of the fumes to avoid breathing them.
- When welding on coated metals (such as galvanized, lead, or cadmium-plated steel), it is required to remove the coating from the welding area. Also, ensure the site is well-ventilated, and wear an air-supplied respirator.
- Read and understand the Safety Data Sheets (SDSs). Also, understand the manufacturer’s instructions for:
- adhesives;
- coatings;
- cleaners;
- consumables;
- coolants;
- decreases;
- fluxes; and
- Metals.
3. Fire Or Explosion Hazard
- Do not place units on, over, or near a combustible surface.
- Do not install units near flammables.
- Do not overload building wiring. Be sure to use the power supply system to handle this unit correctly, rated, and protected.
What’s Next?
Haven discussed the essential details about TIG welding; you should understand how it works.
Remember, you need practice and patience to get a great result.





